Working of a Counter Flow Drum Mix Plant: A Complete Guide
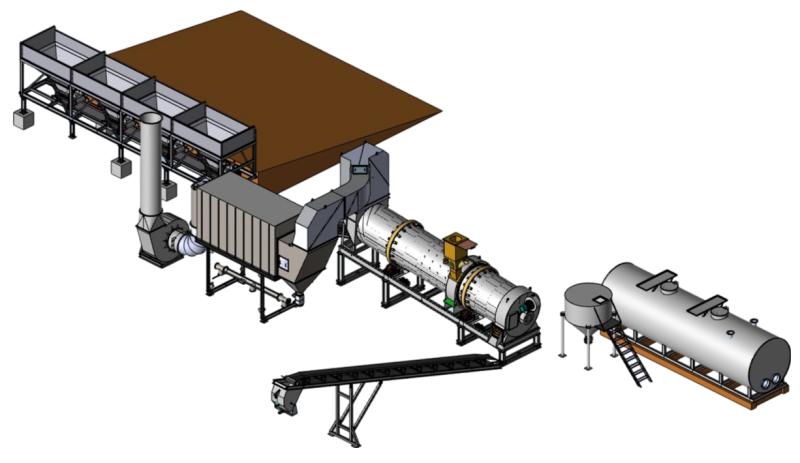
A Counter-Flow Drum Mix Plant is a modern and efficient type of asphalt mixing plant widely used in road construction. Unlike parallel flow plants, the counter flow design ensures higher fuel efficiency, better pollution control, and superior asphalt mix quality. Let’s understand the working process step by step.
1. Introduction to Counter Flow Technology
In a Counter Flow Drum Mix Plant, the aggregates and the burner flame move in opposite directions (counter to each other).
This unique arrangement allows the aggregates to get heated gradually while keeping the bitumen and pollution levels under control.
The counter flow method ensures:
-
Complete removal of moisture from aggregates
-
Lower fuel consumption
-
Reduced emissions
-
Better temperature control
2. Cold Aggregate Feeding System
The process begins at the cold aggregate bins, where different sizes of aggregates are loaded and proportioned according to the required mix design.
Each bin is equipped with a variable speed feeder belt to ensure the correct flow of material onto the main conveyor belt.
Key functions:
-
Controlled feeding of aggregates
-
Prevention of segregation
-
Smooth material flow to the dryer drum
3. Aggregate Drying and Heating
Once the aggregates reach the rotating drum, they move toward the burner while hot gases flow in the opposite direction.
This counter flow of air and material maximizes heat transfer and minimizes bitumen exposure to direct flame — preserving its quality.
Highlights:
-
Efficient heat exchange
-
Reduced oxidation of bitumen
-
Complete drying of aggregates
4. Dust Collection and Pollution Control
Modern counter flow plants are equipped with bag house filters or wet scrubbers that trap fine dust particles and harmful emissions.
The dust collected is often reused in the mix, promoting eco-friendly operation.
Benefits:
-
Minimal environmental pollution
-
Reuse of reclaimed dust
-
Compliance with emission norms
5. Bitumen Heating and Storage
The bitumen tanks are equipped with thermostatic controls and indirect heating systems to maintain proper viscosity.
Heated bitumen is then pumped into the drum through a controlled line.
Features:
-
Safe bitumen heating
-
Consistent temperature maintenance
-
Energy-efficient burners
6. Mixing Zone – Perfect Blend of Quality
In the mixing zone, the dried aggregates are coated with hot bitumen and filler material.
Since the mixing zone is isolated from the direct flame, the bitumen doesn’t burn — ensuring a uniform, high-quality mix.
Advantages:
-
Uniform coating of aggregates
-
Enhanced durability of mix
-
Prevention of bitumen aging
7. Storage and Loading of Hot Mix
After mixing, the final Hot Mix Asphalt (HMA) is transferred to a storage silo.
From there, it can be directly loaded into trucks for transportation to the construction site.
Highlights:
-
Temperature-controlled storage
-
Easy discharge system
-
Zero material wastage
8. Control System – Precision and Efficiency
The entire plant is operated via a fully automatic control panel that allows monitoring of temperature, mix proportions, and fuel usage.
Operators can adjust parameters in real-time to ensure optimum performance.
Features:
-
User-friendly interface
-
Accurate data monitoring
-
Smart automation and diagnostics
? Contact Us
At Alfa Omega India, we specialize in designing and manufacturing high-performance Counter Flow Drum Mix Plants built for Indian road conditions.
If you’re looking for reliable, energy-efficient, and eco-friendly road construction equipment —
? Contact us today to discuss your project requirements or get a customized quotation.
Post Your Ad Here
Comments