 Articles
Articles
Commercial Gasifiers | Coal Gasification Encyclopedia
by Rudy P. SysAdmin at howtofindthemoneyTypes of Gasifiers
Although there are various types of gasifers (gasification reactors), different in design and operational characteristics, there are three main gasifier classifications into which most of the commercially available gasifiers fall. These categories are as follows:
- Fixed-bed gasifiers (also referred as moving-bed gasifiers)
- Entrained-flow gasifiers
- Fluidized-bed gasifiers
Commercial gasifiers of GE Energy, CB&I E-Gas™ and Shell SCGP are examples of entrained-flow types. Fixed-or moving-bed gasifiers include that of Lurgi and British Gas Lurgi (BGL). Examples of fluidized-bed gasifiers include the catalytic gasifier technology being commercialized by Great Point Energy, the Winkler gasifier, and the KBR transport gasifiers. For more specific information on these gasifiers and others, follow the links for the bulleted gasifier types above.
FIXED (MOVING) BED GASIFIERS
Operation
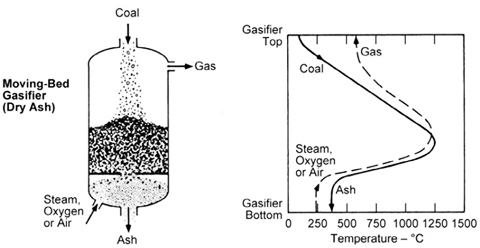
Fixed- or moving-bed gasifiers commonly operate at moderate pressures (25-30 atmospheres). Feedstocks in the form of large coal particles and fluxes are loaded into the top of the refractory-lined gasifier vessel and move slowly downward through the bed, while reacting with high oxygen content gas introduced at the bottom of the gasifier that is flowing countercurrently upward in the gasifier. The basic configuration is the same as seen in the common blast furnace.
Reactions within the gasifier occur in different "zones". In the "drying zone" at the top of the gasifier, the entering coal is heated and dried, while cooling the product gas before it leaves the reactor. The coal is further heated and devolatized by the higher temperature gas as it descends through the "carbonization zone". In the next zone, the "gasification zone", the devolatized coal is gasified by reaction with steam and carbon dioxide. Near the bottom of the gasifier, in the "combustion zone", which operates at the highest temperature, oxygen reacts with the remaining char.
Moving-bed gasifiers operate in two different modes. In the dry-ash mode of operation (e.g., Lurgi dry ash gasifier), the temperature is moderated to below the ash-slagging temperature by reaction of the char with excess steam. The ash below the combustion zone is cooled by the entering steam and oxidant (oxygen or air) and produced as a solid ash. In the slagging mode of operation (e.g., British Gas/Lurgi or BGL gasifier), much less steam is used, and as the result, a much higher temperature is achieved in the combustion zone, melting the ash and producing slag.
Moisture content of the fuel is the main factor which determines the discharge gas temperature. Lignite, which has very high moisture content, produces raw gas at a temperature of around 600°F. Lower moisture bituminous coal produces gas temperatures of over 1000°F. Typically, the product gas leaving the gasifier is quenched by direct contact with recycle water to condense and remove tars and oils. After quench, heat can be recovered from the gas by generation of low pressure steam.
Characteristics
Moving-bed gasifiers share the following characteristics:
- Simplicity of gasifier configuration and operation
- High equipment efficiency
- Relatively low oxidant (oxygen or air) requirement
- Less complex feedstock preparation with the use of coarse coal particles
- Product gas at relatively low temperatures, thus no need for expensive high-temperature heat recovery equipment
- Feedstock flexibility: suitable to handle coals with high reactivity and moisture
- High "cold-gas" thermal efficiency, when the heating value of the produced hydrocarbon liquids is accounted for
- High methane content in product gas
- Limited ability to handle coal fines
- Caking coals require design modifications to the gasifier
- Long feedstock residence time in gasifier and slag flow characteristics require carefully controlled feed size distribution for proper operation
- Hydrocarbon liquids such as tars and oils are produced; increased effort to clean produced gas if it is used for applications other than direct heating
- Explosion hazard without careful process monitoring
ENTRAINED FLOW GASIFIERS
Operation
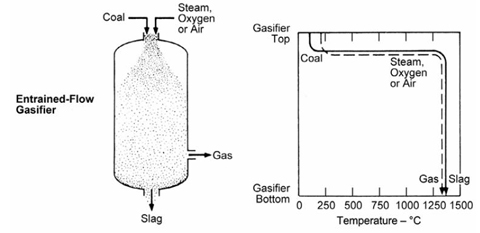
In entrained-flow gasifiers, fine coal feed and the oxidant (air or oxygen) and/or steam are fed co-currently to the gasifier. This results in the oxidant and steam surrounding or entraining the coal particles as they flow through the gasifier in a dense cloud. Entrained-flow gasifiers operate at high temperature and pressure—and extremely turbulent flow—which causes rapid feed conversion and allows high throughput. The gasification reactions occur at a very high rate (typical residence time is on the order of few seconds), with high carbon conversion efficiencies (98-99.5%). The tar, oil, phenols, and other liquids produced from devolatization of coal inside the gasifier are decomposed into hydrogen (H2), carbon monoxide (CO) and small amounts of light hydrocarbon gases. Entrained-flow gasifiers have the ability to handle practically any coal feedstock and produce a clean, tar-free syngas. Given the high operating temperatures, gasifiers of this type melt the coal ash into vitreous inert slag.
The fine coal feed can be fed to the gasifier in either a dry or slurry form. The former uses a lock hopper system, while the latter relies on the use of high-pressure slurry pumps. The slurry feed is a simpler operation, but it introduces water into the reactor which needs to be evaporated. The result of this additional water is a product syngas with higher H2 to CO ratio, but with a lower gasifier thermal efficiency. The feed preparation system needs to be evaluated along with other process design alternatives for a particular application.
The high temperatures involved in this type of gasification tend to shorten the life of system components, including gasifier vessel refractory. Also, it may be necessary to add fluxes or blend feedstock parameters to achieve good slagging characteristics.
Characteristics
Entrained-flow gasifiers typically exhibit the following characteristics:
- Fuel flexibility; can accept a variety of solid feedstocks
- Large oxidant requirements
- Can either be oxygen or air blown, but most commercial plants are oxygen blown
- Uniform temperature within the reactor
- Slagging operation
- Short reactor residence time
- High carbon conversion, but low cold gas efficiency
- High level of sensible heat in product gas, heat recovery is required to improve efficiency
- Environmentally most benign; produced syngas consists of mainly H2, CO and carbon dioxide (CO2) with trace amount of other contaminants which can be removed downstream of the reactor; glassy slag is inert and easily disposed
FLUIDIZED BED GASIFIERS
Operation
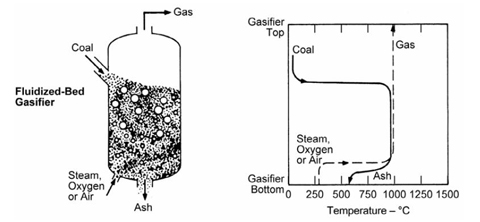
Fluidized-bed gasifiers suspend feedstock particles in an oxygen-rich gas so the resulting bed within the gasifier acts as a fluid. These gasifiers employ back-mixing, and efficiently mix feed coal particles with coal particles already undergoing gasification. To sustain fluidization, or suspension of coal particles within the gasifier, coal of small particles sizes (<6 mm) is normally used. Coal enters at the side of the reactor, while steam and oxidant enter near the bottom with enough velocity to fully suspend or fluidize the reactor bed. Due to the thorough mixing within the gasifier, a constant temperature is sustained in the reactor bed. The gasifiers normally operate at moderately high temperature to achieve an acceptable carbon conversion rate (e.g., 90-95%) and to decompose most of the tar, oils, phenols, and other liquid byproducts. However, the operating temperatures are usually less than the ash fusion temperature so as to avoid clinker formation and the possibility of de-fluidization of the bed. This, in turn means that fluidized-bed gasifiers are best suited to relatively reactive coals, low rank coals, and other fuels such as biomass.
Some char particles are entrained in the raw syngas as its leaves the top of the gasifier, but are recovered and recycled back to the reactor via a cyclone. Ash particles, removed below the bed, give up heat to the incoming steam and recycle gas. At startup, the bed is heated externally before the feedstock is introduced.
Characteristics
Fluidized-bed gasifiers may differ in ash conditions (dry or agglomerated/slagging) and in design configurations for improving char use. Also, depending on the degree of fluidization and bed height, these types of reactors sometimes are also named as circulating fluidized bed reactors, and/or transport reactors.
Fluidized-bed gasifiers display these characteristics:
- Load flexibility and high heat transfer rates
- Fuel flexibility, can gasify a wide range of feedstocks
- Moderate oxidant and steam requirements
- Uniform, moderately high temperature throughout the gasifier
- Higher cold gas efficiency than entrained-bed gasifiers, but lower carbon conversion
- Extensive char recycling is required
The 10 largest coal producers and exporters in Indonesia:
Sponsor Ads
Created on Jul 12th 2019 02:23. Viewed 494 times.

Comments
No comment, be the first to comment.
